商机详情 -
椒江取芯钻头生产厂
钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。由刃口往后磨后面。刃口接触砂轮后,要从主切削刃往后面磨,也就是从钻头的刃口先开始接触砂轮,而后沿着整个后刀面缓慢往下磨。钻头切入时可轻轻接触砂轮,先进行较少量的刃磨,并注意观察火花的均匀性,及时调整手上压力大小,还要注意钻头的冷却,不能让其磨过火,造成刃口变色,而至刃口退火。发现刃口温度高时,要及时将钻头冷却。你遇到过这些问题吗:钻头是如何制造的?椒江取芯钻头生产厂

基体和刀头的焊接:正规的刀头焊接(复焊)厂家一般采用高精度的全自动焊机,配以高精度靠模,严格细致的焊接工艺和质量检查标准,这样可以有效地控制焊接时刀头加热对锯片基体的平面度,端面跳动量,径向跳动量和张力值的影响,有效地避免或减少锯片在切割过程中出现板材弯曲的机会。同时,刀头和基体的配合比(刀头厚度与基体厚度之比)也是一个不容忽视的重要因素。过小容易在切割深度超过半径的二分之一时出现板材弯曲现象(一般厂家认为此值在1.25一1.35时切割效果较好)。因此石材加工企业在进行刀头焊接(复焊)时,要选择条件比较好一点的正规刀头焊接生产厂,确保锯片成品的质量和切割高效,减少损失和浪费。锯机的影响因素再来分析所使用的设备(锯机)方面的因素,在锯机方面影响弯板产生的困素,主要有锯机的整机运行质量和锯机使用过程的安装维护和切割过程的冷却润滑有关。台州合金钻头去哪买台州市椒江建设工程机械厂是一家生产销售钻头,有想法的可以来电咨询!

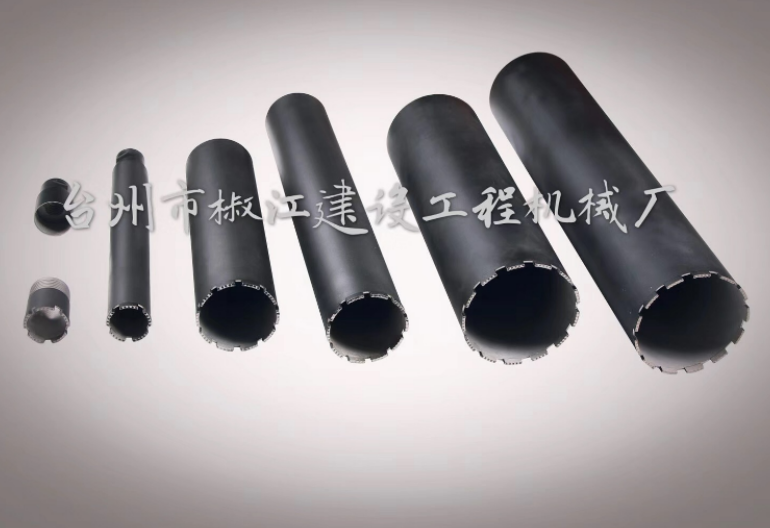
水钻钻头又称工程薄壁钻头、空心钻头。在水、电、暖、气、空调及管道等安装时,经常需要使用它来打孔。整体来看,水钻钻头钻孔直径一般在18-350mm之间,水钻钻头全长一般在350-370mm之间。空心钻头又名取芯钻头,开孔器,中心钻头,钢板钻头,磁力钻钻头,钢轨钻头等 。钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头。削切深度:25mm,35mm,50mm,75mm,100mm。适合钻机:德国泛音等进口磁力钻和国产空心钻。规格:12MM至100MM。。
再来分析所使用的设备(锯机)方面的因素,在锯机方面影响弯板产生的困素,主要有锯机的整机运行质量和锯机使用过程的安装维护和切割过程的冷却润滑有关。锯机整机的运行质量:根据多年来跟踪用户现场服务,处理问题的经验,锯机横向(水平)运行导轨在使用一段时间产生磨损后,精度降低,达不到规定的质量控制标准时,产生爬行时,容易产生板材左右弯曲现象;锯机纵向(垂直)升降导轨部分磨损后,精度降低达不到规定质量控制标准时,’容易产生板材上下弯曲现象。同时,据机导轨的镶条间隙调整不当或导轨内有异物进人时,也易产生弯板现象。另外,锯机主轴运行系统差也是导致板材弯曲的一个重要因素,因此,锯机主传动轴的精度和主轴轴承间隙的合理调整也是非常重要的,否则,将会产生不规律的板材弯曲现象。台州市椒江建设工程机械厂是一家专业生产销售钻头,期待您的光临。
操作者必须经过培训,操作方法熟练后,方可独自操作。电器部分要做好防水、防尘工作,随时注意检查漏电接地保护是否可靠。断路器电流调整至8A。在接通压缩空气前,气动阀手柄必须置于"停"的位置上;压缩空气必须经过过滤,尽量保持清洁和干燥。钻机必须支撑牢固后,方可开始工作,防止引起钻机倒地。在进给过程中,严禁突然、快速开启推进气缸,以免项起钻机,造成事故。注意检查摆线针轮减速机和传动输出部件的润滑情况,每10天加1次;高速黄油或1#润滑脂润滑,也可用润滑剂(黄油、机油混合)代替。随时注意检查各管路、螺母、接头等的连接情况。钻机钻孔时,不允许反转,以免钻杆松脱和钻杆螺纹磨损。1钻机工作中应注意冲击器的声音和机器运转情况是否正常,若有异常应立即停机检查。接钻杆时,要注意防止砂土等侵入冲击器内部损坏机体。作业前油雾器内必须注满机械油,冬季可选用粘度低一些的机械油,不得无油作业。钻机导轨面、活塞杆外露部分、钻杆螺纹等可适当加油润滑。1钻机使用后,要及时清理表面岩粉等脏物,以备下次使用。台州市椒江建设工程机械厂是一家生产销售钻头,有想法可以来我司咨询!四川大口径扩孔钻头哪家好
台州市椒江建设工程机械厂是一家生产销售钻头,欢迎新老客户来电!椒江取芯钻头生产厂
刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是恒锋”EST“独特技术的结晶3枚组合刃由若干个外刃、中刃、内刃组成。每个刀刃在切削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排屑非常顺畅。另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃现象,空心钻头 可对50MM厚的钢板进行高精度,高速度穿孔也可打交叉重叠孔 ,刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀刃等是独特技术的结晶 ,使得该孔钻极不容易产生崩刃现象空心钻头配合专门上取芯钻头的机器,具有效率快,成本底的特点,空心钻钻头刃部采用硬质合金制造,具有三层端齿几何,切削轻快,钢板钻头使用寿命长,双削平柄接口,适用于德国FEIN等各钟进口磁力钻钻机。硬质合金钻头也适用于各类立式钻床、摇臂钻床、铣床、车床等。椒江取芯钻头生产厂